












南京fag轴承冷挤压是用金属材料的塑性变形来获得所需形状、尺寸及力学性能零件的一种成形工艺,因此毛坯体积等于零件体积。毛坯直径尺寸的确定很关键,它决定了正挤零件的变形程度,合理的直径尺寸可以确保两次挤压变形程度的均衡性,以降低挤压时的变形抗力,避免南京fag轴承零件产生挤压缺陷,延长模具的使用寿命。根据挤压南京fag轴承钢的经验,复杂开头零件的正挤断面缩减率最好控制在50%以内。
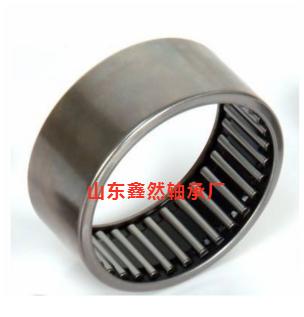
一、冷挤压工艺流程 根据 南京fag轴承www.zhouchengsou.com 零件形状及尺寸精度,采用坯料制备质量较高的车床下料法,坯料经退火软化、滚光、酸洗后,再经磷化、皂化处理,最后进行挤压。
二、在有关冷挤压凹模的强度理论和设计计算中,一般都把凹模视为受均匀压力的厚壁圆筒。对于南京fag轴承承受内部工作压力的厚壁圆筒,在其内径处出现过大的切向应力是引起模具开裂与损坏的主要原因,因而在进行强度计算与校验时,应验算各个内表面处的合成应力,使其不超过材料的抗拉屈服极限。
三、最大切应力强度理论认为,促使材料破坏的原因是最大切应力,只要最大切应力达到一定值(即简单拉伸压缩时破坏的最大切应力),材料就会破坏。
旭源(上海)国际贸易有限公司官方网站:http://www.zhouchengsou.com/