







饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。这些方式存在一些缺点。例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
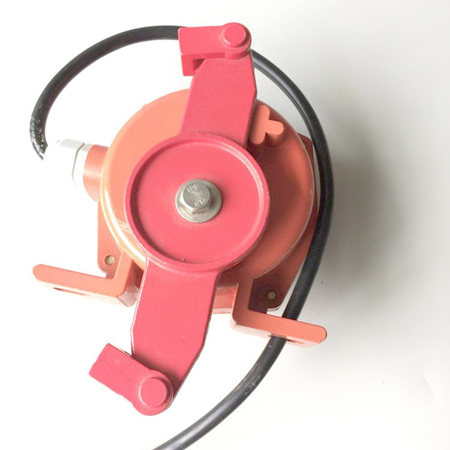
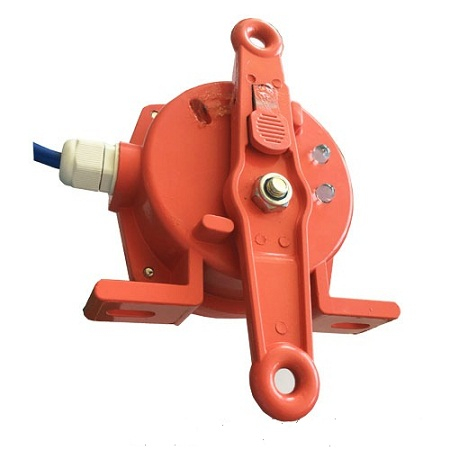
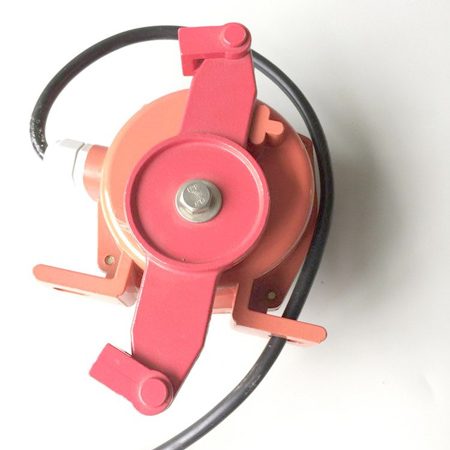
饮料灌装机装置主要包括两部分:恒压储液罐灌液和计数部分。在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。液面低于下限液位时恒压储液罐为空。饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
由此饮料灌装机设计流程图1-1所示:

图1-1 饮料灌装机设计流程图
传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。罐装结束后,灌装头上升,夹瓶装置放松、上升。出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:
(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作
(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警
(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
(4)可以手动对计数值清零(复位)。